

硅烷是什么?硅烷市场怎么样?一文带你了解
硅烷即硅与氢的化合物,是一系列化合物的总称。硅烷主要包括甲硅烷(SiH4)、乙硅烷(Si2H6)和一些更高级的硅氢化合物,通式为SinH2n+2。
不过,实际生产中,我们一般将甲硅烷(化学分子式为 SiH4)称为“硅烷”,这种以偏概全也算是一种“明星效应”吧。
电子级硅烷气体主要由硅粉、氢气、四氯化硅、催化剂等经过各种反应蒸馏、提纯而得。纯度3N~4N称为工业级硅烷,纯度在6N以上的称为电子级硅烷气。
硅烷气作为一种载运硅组分的气体源,因为它纯度高和能实现精细控制,已成为许多其他硅源无法取代的重要特殊气体。单硅烷通过热解反应生成晶体硅,是目前世界上大规模生产粒状单晶硅、多晶硅的方法之一,广泛应用于微电子、光电子工业,硅烷气的纯度将影响制造硅基晶体的纯度,而硅基晶体的纯度将极大影响下游行业产品的性能。主要使用电子级硅烷气的下游行业包括:半导体行业、显示面板行业、光伏行业。
一、硅烷特性
硅烷(SiH4)是一种无色、与空气反应并会引起窒息的气体,同义名称是四氢化硅(Silicon hydride)。硅烷的化学式为SiH4,含量高达99.99%。在常温常压下,硅烷是一种恶臭的有毒气体。硅烷的熔点是-185℃,沸点是-112℃。在常温下,硅烷是稳定的,但在加热至400℃时,它会完全分解成气态硅和氢气。硅烷易燃、易爆,在空气或卤素气体中会发生爆炸性燃烧。
硅烷具有广泛的用途,除了在太阳能电池生产过程中作为将硅分子附着于电池表面的最有效方式外,还在半导体、平板显示器、镀膜玻璃等制造工厂中有广泛应用。硅烷是半导体工业中单晶硅、多晶硅外延片以及二氧化硅、氮化硅、磷硅玻璃等化学气相沉积工艺的硅源,并广泛用于太阳能电池、硅复印机鼓、光电传感器、光导纤维及特种玻璃等的生产研制。
(1)电子级硅烷
硅烷是化学通式为 SinH2n+2 的一系列硅和氢的化合物总称,其中甲硅烷化学分子式为SiH4,习惯上称为硅烷。电子级硅烷气是一种高纯级别的电子特种气体,属于国家大力支持发展的新材料。电子级硅烷气主要由硅粉、氢气、四氯化硅、催化剂等经过各种反应蒸馏、提纯而得。纯度 3N~4N 称为工业级硅烷,纯度在 6N 以上的称为电子级硅烷气。
硅烷气作为一种载运硅组分的气体源,因为它纯度高和能实现精细控制,是许多其他硅源无法取代的重要特殊气体。单硅烷通过热解反应生成晶体硅,是目前世界上大规模生产粒状单晶硅、多晶硅的方法之一,广泛应用于微电子、光电子工业,硅烷气的纯度将影响制造硅基晶体的纯度,而硅基晶体的纯度将极大影响下游行业产品的性能。主要使用电子级硅烷气的下游行业包括:半导体行业、显示面板行业、光伏行业。
目前光伏行业用的硅烷已基本实现了国产化,液晶面板用的硅烷部分实现了国产化,国内的主要生产工艺有:硅烷制备技术主要有硅化镁法、氢化铝钠法和三氯氢硅歧化法:
①硅化镁法工艺介绍:硅化镁法采用的是硅化镁粉与氯化铵在液氨环境中发生化学反应制备硅烷。硅化镁法又称小松法,是世界上最早实现工业化的硅烷制备技术,也是目前国内最为成熟的制备技术之一;由于成本过高,该工艺还没有开发出百吨级的生产规模。
优点:反应原料主要为硅粉、镁粉和氯化铵、氨水等,这些原料市场供应充足,价格也相对低廉,同时,该工艺操作简单,温度(-20℃)和压力(0.2MPA)容易达到。
缺点:镁粉、氯化铵的干燥对环境要求极为严格,无形中增加了成本。其反应产生的大量副产物六氨氯化镁不易回收和利用。由于该反应在液氨环境下进行,液氨消耗量较大,所有这些都增加了生产成本,对三废处理的要求高。
②氢化铝钠法工艺介绍(又称氟硅法):金属氢化物工艺的典型代表是美国的 MEMC 公司。采用氢化铝钠与四氟化硅气体反应合成硅烷气体。反应生产的粗硅烷气体经吸附塔、脱重塔和脱轻塔纯化精制,把粗硅烷气体纯度提升到 6N 以上的高纯度电子级硅烷气体,再经过低温液化处理制得的液态硅烷储存在产品硅烷储槽内,通过蒸发液态的硅烷气体变成常温的硅烷气体供硅烷还原多晶硅工段使用。
特点:生产过程中,采用四氟化硅还原法,无氯工艺;制造四氟化硅,采用硫酸-石英砂法,可规模化生产四氟化硅;副产物氟化铝钠可作为电解铝原料(替代冰晶石),硫酸盐业可出售。美国 MEMC 公司 20 年前已用于千吨以上规模,技术成熟。
③三氯氢硅歧化法工艺介绍:此工艺主要是硅烷的制备方法采用的是四氯化硅进行氢化反应生成三氯氢硅,然后三氯氢硅经过歧化反应生成二氯二氢硅,二氯二氢硅再次进行歧化反应生成硅烷。
特点:歧化反应在塔式反应器内进行,适合大规模生产,生产效率高、电耗低、成本低(硅料价格成本)。整个系统闭路循环,排出物很少,有利环保,同时材料利用率高;反应条件温和,能耗低,易于操作控制。
(2)电子级四氟化硅
四氟化硅,是一种无机化合物,化学式为 SiF4,分子结构是 Si 原子以 sp3 杂化轨道形成 σ 键,分子形状为正四面体形,主要用于氟硅酸及氟化铅的制取,也用作水泥和人造大理石的硬化剂、制造纯硅的中间体。
(3)硅烷混气
混合气体由基质气体 SiH4 和 N2 或 H2,由于混合气体中引入掺杂气体,因此能够较为方便地控制硅纳米复合功能薄膜中的硅晶粒大小,改进薄膜的阳光控制功能,并起到了一定的装饰效果。
(4)乙硅烷
乙硅烷化学式为 H6Si2,是一种无机化合物,在常温常压下为无色透明气体,具有刺激性气味。乙硅烷是半导体先进制程及相关高阶工艺制程的关键材料。相比于甲硅烷,乙硅烷具有更高薄膜致密度、良好掺杂兼容性以及低沉积温度的优势。此外,乙硅烷成膜速率快,有利于大幅提高生产效率。
由于乙硅烷有别于硅烷的特殊化学特性(易分解),在 PECVD、LPCVD 制造工艺中其成膜温度比硅烷低很多、成膜速率快、膜质量平滑均匀,乙硅烷分子中含硅量比硅烷高许多,因此,未来乙硅烷将会有广阔的使用空间,目前许多芯片厂开始尝试使用含一定浓度的SiH4-Si2H6 混合气体。日本三井东亚化学、昭和电工株式会、社等公司早在 20 世纪 80 年代就兴建百公斤级乙硅烷生产线,美国 VoltaixInc 甚至还拥有丙硅烷产品。台湾特品化学公司 2013 年也开始回收并提纯乙硅烷产品,产能规模较大。
乙硅烷国内外的差距,随着社会科技水平的提高,在非晶硅膜太阳能电池、薄膜晶体管液晶显示和芯片制造等领域中,乙硅烷将会逐渐取代传统硅烷,市场规模也会随之扩大,前景较为广阔。与此同时,随着中国企业的不断发力,我国在乙硅烷领域的空白将不断被填补,在合成和提纯方面的技术逐步突破,和国外发达国家的差距不断缩小,可实现部分产品的国产化,但是高端乙硅烷要实现大规模国产化,完全摆脱进口产品的依赖,依然任重而道远。
(5)氟氮混合气
现代制氟工业一般采用中温电解法,由于氟的化学性质比较活泼,产品的贮存、运输等存在安全方面的问题,多数工厂都是以其它氟化物为最终产品。目前国内高纯氟的制备技术还在攻克中,林德气体(Linde)首创利用分子氟取代 NF3、C2F6等传统清洗用气体。F2 具有更高的清洗效率,F2 的使用可以提升清洁速度至原来的 5 倍,清洗周期明显缩短。在 CVD技术中,利用 F2 作为 CVD 反应腔室的清洗剂,具有更强的反应活性且不会造成温室效应,在半导体领域极具市场潜力。
PART/4 下游主要应用领域
(1)电子级硅烷
电子级硅烷气在半导体行业中主要应用于化学气相沉积,化学气相沉积(CVD)是通过气体混合的化学反应,在硅片表面沉积一层固体膜的工艺。硅片表面及其邻近的区域被加热来向反应系统提供所需的能量。化学气相沉积膜中所有的物质都源于外部气源。原子或分子会沉积在硅片表面形成薄膜。电子级硅烷气是化学气相沉积中最常见的气体之一。
电子级硅烷气在显示面板行业中主要应用于 TFT(薄膜晶体管)/LCD(液晶显示器)的生产,TFT/LCD 的每个像素点都是由集成在自身上的 TFT 来控制,是有源像素点。因此,其具有体积小、重量轻、低辐射、低耗电量、全彩化、速度快、对比度和亮度高、屏幕观察角度大、分辨率高等优点,是目前主流的平面显示设备。TFT/LCD 的生产包括 TFT 阵列(包括薄膜、光刻、刻蚀)、彩色滤光片(包括黑矩阵膜、红绿蓝膜、透明导电层)、面板、模组等工序。在薄膜工序中,硅烷以及其他气体在 CVD 制程(化学气相沉积)的高频交变电场作用下,解离反应沉积在玻璃基板表面,可形成耐水气和金属离子腐蚀的绝缘层、电子通道层、欧姆接触层、以及致密度高和绝缘性佳的阀级绝缘层。
电子级硅烷气在光伏行业中主要应用于晶体硅太阳能电池生产工艺和薄膜太阳能电池生产工艺。商业化生产的晶体硅太阳能电池通常采用多晶硅材料,生产过程中需要在受光面上通过化学气相沉积制作减反射膜,在该步骤中需要用到硅烷气。商业化生产的薄膜太阳能电池分为非晶硅薄膜和非晶/微晶硅叠层薄膜,后者对太阳光的吸收利用更充分,其生产过程中均需要使用化学气相沉积法制作薄膜,在该过程中需要用到硅烷气。
(2)四氟化硅
高纯电子级四氟化硅(SiF4)作为电子工业重要原料之一,具有较高的氟硅比,被广泛应用于光纤、半导体或太阳能电池的生产,是电子产业核心制造业的基础。它可以高效刻蚀氮化硅、硅化钽等芯片材料,作为 P 型掺杂剂及外延沉积扩散硅源,特别在新一代芯片制程的高深宽、大容量硅/氧化硅和金属层间绝缘层加工工艺中。四氟化硅显示出了独特的物理化学性质,四氟化硅与 N2O、O2、SiH4 和 H2 等气体配合使用可以达到 300~500nm/min 的化学沉积速率,在有限时间内获得更宽厚的 SiO2 绝缘层,更重要的是,其4个氟原子在沉积过程又能一定程度掺杂进入绝缘层中,获得更加优秀的低介电常数(low-k)氟掺杂 SiO2 薄膜。作为等离子增强低温气相沉积法的硅源,避免了氢原子掺杂,减少了后续 400℃高温退火的工序,提高了芯片的使用寿命。
另外,四氟化硅也是光导纤维制造工艺的主要原料和光纤行业中硅基半导体离子注入制程的关键成分。高纯电子级四氟化硅(SiF4)作为电子工业重要原料之一,具有较高的氟硅比,被广泛应用于光纤、半导体或太阳能电池的生产。目前,四氟化硅的工业化生产主要有在美国和日本,如美国的联合化学公司、普莱克斯公司、空气产品公司;日本的中央硝子公司、昭和电工化学公司、三井化学公司等。随着半导体工业的飞速发展,四氟化硅的需求量也越来越大,对其纯度要求也越来越高,目前国内的高纯四氟化硅仍依赖于进口。中宁是国内唯一工业化生产四氟化硅的厂家,过程产能 8000t/a,精馏产能 300t/a,主要用于生产电子级硅烷的生产和高纯四氟化硅的制备。随着半导体行业对超净高纯试剂及特种(电子)气体的需求不断的增加,高纯电子级四氟化硅(SiF4)既能满足国家政策要求,又能满足相关行业的多元化需求。
(3)硅烷混气
硅烷混气在镀膜玻璃有着广泛的应用,镀膜玻璃的迅猛发展与及镀膜玻璃本身所具有的优越性能是密切相关的,与普通玻璃相比,镀膜玻璃根据不同的场合可用作遮阳隔热、透明热反射镜和装饰等功效,近年来,镀膜玻璃的品种不断增加,功能不断改进,巧妙地利用镀膜玻璃的光效应和热效应在建筑节能、建筑光学、热学和装饰等方面获得了广泛的应用。镀在玻璃表面的膜可分为金属膜、介质材料膜(如 TiO2,SnO2 等)以及半导体膜等。其中,在建筑玻璃表面镀 Si 膜受到了业界的青睐,这一领域最早是由英国皮尔金顿公司采用 SiH4 热分解制备硅镀膜玻璃而开始。现阶段,在玻璃表面制备以纳米硅晶粒分布在非晶网络介质之中为特点的纳米硅复合功能薄膜成为各大企业竞相开发的热点。
目前,已开发出多种在玻璃表面镀该种薄膜的方法,如溶胶-凝胶法、喷雾热分解法、共溅射等等。其中,采用化学气相沉积法(CVD)在浮法玻璃表面在线镀膜技术由于其制备出的薄膜整体质量好、薄膜中的硅晶粒大小可控、制备工艺简单,成本低廉而受到广泛的关注并开始得到应用。显而易见,采用CVD 法制备纳米硅复合功能薄膜的基础在于能够制备出配方合理、配比精确的沉积用气体。
(4)乙硅烷
乙硅烷在薄膜晶体管液晶显示和芯片制造以及非晶硅膜太阳能电池生产中都有着极其重要的作用。作为沉积源时,与相同作用的硅烷相比,乙硅烷具有沉积速度更快、沉积温度更低等优点。乙硅烷可以用于非晶硅膜太阳能电池和电子产品中电子级晶体硅的生产,在太阳能电池生产中,用乙硅烷比用硅烷在非晶硅片上的沉积速度快得多,且温度可降低 200~300℃;在半导体工艺中用于外延和扩散工艺,也用于太阳能电池和电子照相用的感光鼓;在离子注入中,以乙硅烷作离子源后束流强,效果明显好于用其他气体作离子源。
(5)氟氮混合气
氟氮混合气是可以取代 NF3、C2F6 等传统清洗用气体。半导体清洗工艺主要是去除CVD 腔室和硅片上的粒子和金属污染物和有机物,在蚀刻、布线工序后去除抗蚀刻胶等化合物,以及 CMP(化学机械平坦化)后的清洗。由于 F2在运输和贮存存在难题,NF3、C2F6等含氟气体凭借其优良性能一直作为传统干法清洗用气来满足半导体清洗的需要,但这些气体会带来严重的温室效应。F2 具有更高的清洗效率和效果,且不会造成温室效应。技术涉及:高危、易燃易爆、腐蚀性、剧毒气体纯化、监测、充装、输送、贮存技术,以及安全环保技术、现场配气技术、回收与再利用技术等。
(6)硅碳复合材料
主要用途为是作为锂电池的负极材料。硅碳复合材料,包括内核和包覆在内核表面的碳层,其中,内核包括石墨骨架、填充在石墨骨架结构中的无定形碳、以及均匀分布在无定形碳中的硅材料,硅碳复合材料内部仅具有孔径小于或等于 50nm 的孔隙结构,不存在孔径大于 50nm 的孔隙结构。硅碳复合材料内部孔隙尺寸小,可有效降低硅材料与电解液的接触面积,减少副反应的发生,延长电池使用寿命;同时硅材料均匀分散在石墨骨架周围,无团聚,使得石墨骨架能够有效地缓解硅材料的体积膨胀和收缩,提高复合材料结构稳定性和能量密度。
PART/5 行业发展历程和趋势
导入期:1980-2006 年,为特种气体行业导入期。期间我国国民经济刚进入快速发展阶段,电子、冶金、石油化工等行业亦开始快速发展。期间国外气体巨头看准中国经济蓬勃发展之时进入中国市场,基本垄断了电子、冶金、石油化工等行业所需的特种气体。国内特种气体公司主要从事贸易为主,基本未有特种气体生产所需的尖端技术,虽行业有较大利润及增长空间,但是利润基本被外企所获取。
成长期:2006 年至 2020 年,为特种气体行业成长期。期间国内电子等行业迎来了投资热潮,市场对特种气体,特别是电子气体的需求量呈现爆发式增长。
由于行业利润较高,国内气体公司快速发展,不断突破了硅烷、超纯氨、锗烷、硒化氢、稀有气体等电子气体的技术垄断,实现了主要电子气体的国产化。并且这一阶段特种气体行业规模、市场增长率都在呈现高位。
目前中国特种气体市场正处于成长期到成熟期衔接阶段,2020 年此阶段的市场表现为,中国特种气体技术基本成熟并且在进一步的研发完善之中,行业利润正趋于合理。外企公司竞争力已不断减弱,国内特种气体公司随着技术进步正逐渐崛起。
PART/6
行业政策
电子特种气体作为半导体制造的关键材料,被誉为半导体产业的“血液”,直接影响半导体产品的性能。目前,国内半导体用电子特气市场超过八成的市场份额被外资企业垄断,特别是高端电子特气国内自给率非常低,严重制约了我国半导体产业的健康稳定发展。国际贸易摩擦、地缘政治冲突以及全球性疫情等因素更是加剧了我国半导体供应链的不稳定性,实现半导体领域的电子特气自给自足的重要性愈发凸显。
近年来,我国相继出台了支持电子气体行业发展的系列政策,为电子气体的发展提供了良好的政策环境。2019 年 10 月,国家发改委发布《产业结构调整指导目录(2019 年本)》,将超净高纯试剂、光刻胶、电子气、高性能液晶材料等新型精细化学品的开发与生产列为鼓励类;2020 年 8 月,国务院发布《新时期促进集成电路产业和软件产业高质量发展的若干政策》,提出要聚焦高端芯片、集成电路装备和工艺技术、集成电路关键材关键核心技术研发;2021 年 3 月,全国人大颁布的《中华人民共和国国民经济和社会发展第十四个五年规划和 2035 年远景目标纲要》强调“发展壮大战略性新兴产业”,提出聚集以新一代信息技术、新材料等为代表的战略性新兴产业,加快关键核心技术创新应用,增强要素保障能力,培育壮大产业发展新动能;2021 年 12 月,国家工信部颁布的《重点新材料首批次应用示范指导目录(2021 年版)》,将集成电路用特种气体等列为重点新材料。
PART/7 产业链情况
硅烷产业链
(1)上游行业
行业的上游主要是产品的原材料,硅烷气生产所需主要原材料包括硅粉、氢气、四氯化硅、三氯氢硅等,硅粉与三氯氢硅供应商众多,公司具有较广的选择空间;四氯化硅在硅烷的生产循环中会再次产生,目前已循环利用;焦炉煤气主要由关联方供给,供给情况稳定充足。
(2)下游行业
硅烷的应用范围十分广泛,下游行业主要包括半导体行业、显示面板行业、光伏行业等等,新兴的还有如先进陶瓷、复合材料、生物材料等诸多行业领域。电子特气的市场需求与下游产业的景气程度关联性较高。
1)在半导体产业链中,上游由 EDA(集成电路设计)、材料、设备三大行业构成,中游由芯片设计、制造、封测三大环节构成,下游由集成电路、分立器件、光电子、传感器四大品类构成。从市场规模来看,全球半导体行业由几百亿美元市场规模的半导体设备、材料行业为基石,延展成市场规模达几十万亿美元的巨大应用市场。
市场方面,以集成电路为主的半导体行业在过去几十年里整体处于上涨趋势,据 WSTS(世界半导体贸易统计组织)统计数据,近年来半导体销售规模增速放缓,受到 2019 年疫情影响,导致集成电路市场产生波动。2020 年,疫情导致的芯片短缺,使得全球销售规模又随价格波动和需求的增长而开始上扬。
中国半导体产业销售额增速高于全球整体增速。中国集成电路半导体产业凭借着巨大的市场需求、丰富的人口红利、稳定的经济增长及有利的产业政策环境等众多优势条件实现了快速发展,根据中国半导体行业协会统计,中国集成电路产业销售额由 2012 年的 2158 亿元增长至 2019 年的 7562 亿元,年复合增长率达 19.6%。2019 年我国集成电路产量达到2018.2 亿块,同比增长 16.02%,虽然增长趋势开始放缓,但仍远高于全球增速。随着 2020年疫情逐步好转,5G、人工智能、无人驾驶、云计算、物联网等新技术的迅猛发展和广泛应用带来的增长动力逐渐增强,中国集成电路市场规模未来预计稳定增长。
2)显示面板包括 LCD(液晶显示器)、有机发光二极管显示器(OLED)、新兴的 MiniLED背光源以及处在研发中的 MicroLED(微型发光二极管)显示技术等,各种显示技术均具有其特点及应用领域,其中 LCD 和 OLED 是目前应用最广的技术。
过去 30 年,面板行业经历从日本到韩国、中国台湾最终集中于中国大陆。21 世纪以来,大陆面板厂商经过多年的摸索、进步,在行业内不断深耕,最终使得大陆面板实现从无到有、从有到强。LCD领域,大陆厂商规模化效应的不断凸显,拥有业内最高世代产线10.5/11代产线,其具备的成本、技术优势以及资本壁垒使得海外厂商纷纷望而却步,逐渐退出竞争序列并转向 OLED 领域。
海外产能的退出以及我国面板厂商积极地整合并购,目前,我国已成为全球最大的 LCD面板供应市场,根据银河证券研究院统计,预计 2022 年,中国面板产能将达到 56%,未来三到五年间,中国面板产能占比有望提升到 70%以上。
3)光伏进入了新的景气周期内,过去十年里,受益于光伏技术的快速发展,带动发电成本大幅下降,“平价光伏时代”已经到来。至此,光伏能源已具备成为核心电源之一、促进未来全球低碳经济发展的必要条件。根据国家能源局统计,我国 2021 年新增光伏发电并网装机容量约 5300 万千瓦,连续 9 年居世界首位。截至 2021 年底,光伏发电并网装机容量达到 3.06 亿千瓦,连续 7 年居全球首位。硅烷气作为光伏行业的上游,在太阳能电池制造过程中起着重要的作用,光伏产业的高速发展会产生相应的需求,从而带动硅烷市场的快速发展。
PART/8 下游市场空间及规模
电子级硅烷市场是一个快速发展的市场,主要由半导体制造业和其他高科技领域的需求驱动。电子级硅烷市场规模预计将在未来几年内保持稳定增长。半导体制造业是电子级硅烷市场的主要需求方,占据了市场的大部分份额。随着智能手机、平板电脑、电视和其他电子设备的普及,半导体市场的需求也在不断增长,这将进一步推动电子级硅烷市场的发展。
此外,太阳能电池、液晶显示器、LED 等高科技领域的发展也将促进电子级硅烷市场的增长。这些领域对高纯度的电子级硅烷的需求量也在不断增加。
据中商产业研究院统计,2021 年我国电子特气应用市场中,集成电路占比达 43%,其次为显示面板,占比 21%,LED 和光伏分别占比 13%和 6%,主要应用环节包括离子注入、刻蚀、气相沉积、掺杂等。
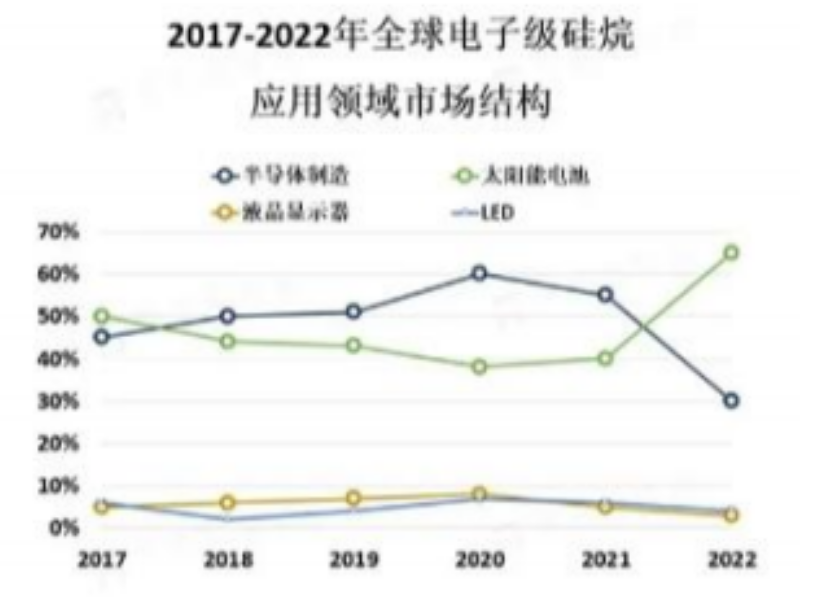
图片来源:贝哲斯咨询
2015 年,全球硅烷气需求量 1.2 万 t,其中国内需求量为 5000t。在细分的硅烷市场领域,2016 年国内硅烷市场规模为 5000t,2018 年为 6300t,2020 年为 8100t,2022 年为16100t。
根据 QYR(恒州博智)的统计及预测,2021 年全球甲硅烷市场销售额达到了 4.46 亿美元,预计 2028 年将达到 9.11 亿美元,2022 至 2028 年复合增长率为 10.85%。根据行业访谈了解到:光伏市场 7000 吨(约 20-25 亿元),面板市场 2000 吨(约 3 亿元),半导体 500-600 吨(约 1.5-2 亿元)。
PART/9 上游供应链
硅烷、硅碳等产品的主要原材料为无水氢氟酸、石英砂、氮气、硫酸、甲苯、二甲醚、钠等。其中钠、硫酸等为危险化学品。
以金属钠为例,中国总产能在15万吨/年左右,对于目前特气行业来说,其供应是充足的。
因此整体来看,硅烷、硅碳等产品的原材料供应基本没有卡脖子问题。
PART/10
行业竞争格局
近年来,随着电子行业、平板显示行业、薄膜太阳能电池行业、特种玻璃行业的飞速发展,硅烷的需求量迅速扩大,年增长率在 20%以上。但过去很长一段时间里,国内只有屈指可数的几家企业能生产硅烷,且主要采用硅化镁为原料进行生产,该生产工艺存在产品一致性较差、质量不稳定、不能大规模生产且成本较高等缺点。国内硅烷气长期以来主要依靠从美、日等国家进口。
全球共有八家硅烷生产企业,其中美国 REC 一家,REC 因为历史悠久,产能最大,但因受中国对他的双反影响,近几年经营状况每况日下,生产销售都不太稳定,经营业绩日益严峻,REC 主要是通过法液空和林德气体进行销售,因运输距离远,客户普遍反映很不方便,但因为进入市场早,市场占有率较高,特别是在半导体领域和平面显示领域,占据市场 90%和 60%强。
免责声明:所载内容来源互联网,我们对文中观点保持中立,仅供参考,交流之目的。转载的稿件版权归原作者和机构所有,如有侵权,请联系我们删除。